一、SUS310S化学成分:(不大于)
碳C | 硅Si | 锰Mn | 磷P | 硫 S | 铬Cr | 镍Ni |
0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 24~26 | 19~21 |
二、SUS310S介绍:
SUS310S属高镍奥氏体不锈钢,耐蚀性能良好,抗氧化性能优异,在高温下具有高强度。与其他奥氏体不锈钢牌号相比,它在高温下具有更好的蠕变强度。不锈钢AISI 310S在连续使用中具有良好的抗氧化性,最高可达1100℃。
三、SUS310S应用和特性:
SUS310S其高耐热性,典型应用包括炉子,热处理筐,夹具,表面硬化箱,蒸汽机车零件,燃烧器,燃烧室,热交换器和食品加工设备,也可做耐蚀部件。
四、SUS310S材质规格:
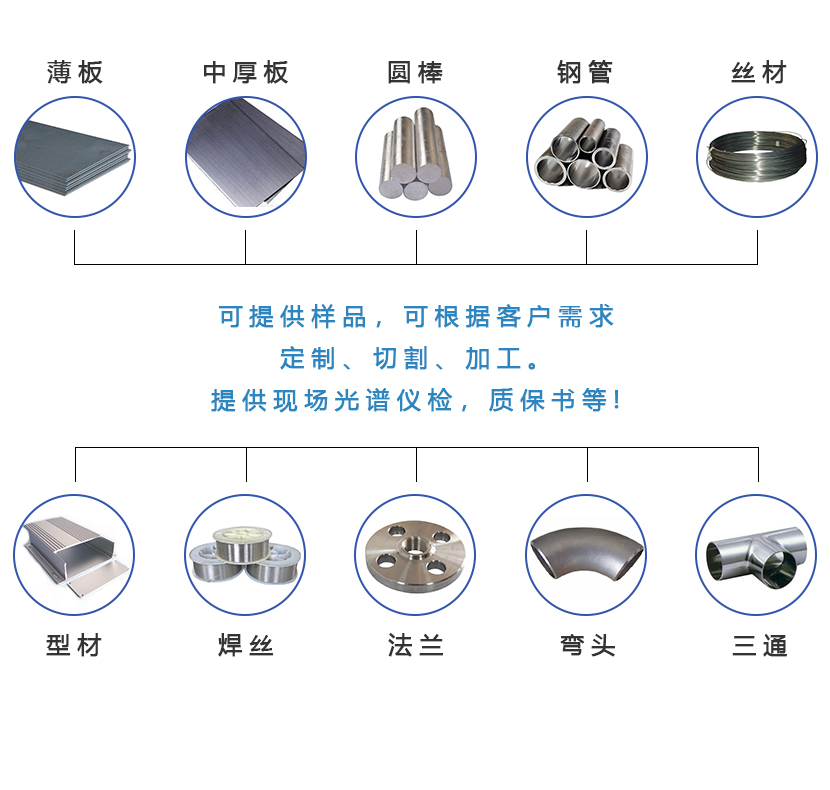
冷拉棒 6-14热扎棒10~100mm,线材0.5-30,锻制棒:100mm~350mm,冷扎薄板0.05mm-4.0mm,热扎板:4mm~14mm,带2mm-10mm,压延版0.05-2.0,各尺寸规格锻件环件,上海中诚特钢集团金属定尺、定制、库存。个别牌号不定尺。
五、SUS310S物理性能:
熔点/℃ | 比热容
/kg/(kg.k)℃
100~900℃ | 热导率/w/(m.k)
100~500℃ | 线胀系数
/(10-6/k)
100~500℃ | 电阻率
/(Ω.mm2/m)
20℃ | 纵向弹性模量
/GPa
20℃ |
1397~1453 | 0.5 | 16.3~21.5 | 14.4~17.5 | 0.78 | 200 |
六、SUS310S标准下力学性能:
标准号 | 热处理 | 硬度(不小于) | 拉伸强度ΣbMPa
≥ | 延伸率A/%
≥ | 断面收缩Z/%≥ |
JISG 4303 | 固溶 | 187HB | 520 | 40 | 50 |
|
七、SUS310S加工处理和焊接性能:
SUS310S不锈钢易于与大多数焊接工艺焊接,但由于焊接区域可能存在碳吸收,因此不推荐使用氧乙炔焊接。与需要填充金属时的大多数奥氏体不锈钢等级的焊接一样,通常使用匹配组合物。SUS310S锻造加工:将AISI 310S不锈钢缓慢均匀地加热到整个部分,达到1100-1230℃。必要时重新加热,避免在1000℃以下工作。需要快速冷却以使耐腐蚀性zui大化。锻件需要退火才能获得最佳的耐腐蚀性。